")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
控制系统技术方案简介
顾名思义,输液贴就是患者进行静脉输液时使用的外用粘贴药剂,自动输液贴包装机设备可以实现自动进料、切料、定数包装等一系列生产工艺动作,生产效率较高,可达60包/分钟,5片/包。控制系统技术方案配置如表1所示。

表1仅罗列出了控制系统主要电气元件,此外还包括低压电器(低压断路器、交流接触器、中间继电器、主令按钮、指示灯等)、位置传感器(光电传感器、接近开关、行程开关等),此处不予赘述。
控制系统技术方案如图1所示。设备采用台达DOP-B系列5.6寸人机界面作为上位机,可以设定和显示设备运行动作和工艺参数,主控器采用台达自动化 新宠ES2系列PLC,DVP24ES200T PLC具有高速脉冲输入和高速脉冲输出功能,可以采集高速脉冲信号,PLC根据脉冲信号输入控制 伺服系统快速动作,实现快速切割、定量包装等工艺动作。通 过调整主轴旋转变频器的运行频率,可以改变主拖动电机运行转速,输液贴运行速度随之改变,从而改变设备产品切割、包装加工效率。

工艺介绍
下面根据人机界面主要画面程序,简要介绍设备各种工艺动作。

图2 自动页面
如图2所示,设备正常工作在自动页面下,通过按钮控制主轴点动或者连续运转,设备出现异常情况紧急处理时,需要按下蘑菇头紧急停止按钮。人机界面工作画面显示主轴变频器运行频率,以及输液贴的加工片数和包数。

如图3所示,调试页面下用户可以进行手动调试设备关键机械部件的动作测试,方便设备调试和正常维修保养。
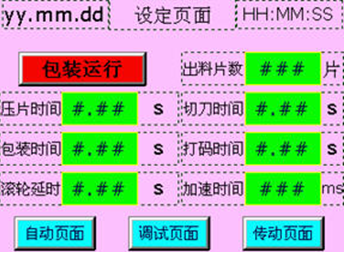
图4 设定页面
如图4所示,设定画面可以设定输液贴生产包装各个环节的延时时间、出料片数、伺服包装运行速度。各项参数不同,对应产品规格不同。

图5 报警页面
如图5所示,报警画面会显示设备出现故障时参考信息,可以认为关闭报警声响和画面显示。

如图6所示,传动画面可以手动调整包装动作过程中各个机械部件的运行位置,帮助用户微调包装工艺动作,并调整各项产品原料的运行位置。
变频器参数值如表2所示
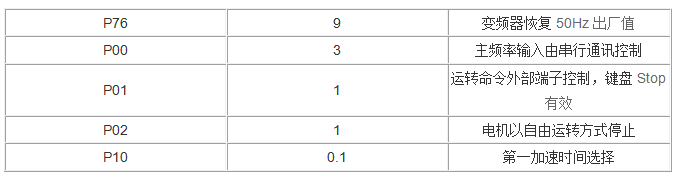
表2 变频器参数值
伺服系统参数值如表3所示

表3 伺服系统参数值