")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")

电液伺服阀是电液伺服系统的关键元件和接口,具有控制精度高、响应速度快、输出功率大、结构紧凑等许多优点,已被广泛应用于军事工业和其他工业控制领域。伺服阀调试过程作为整个生产周期的最后环节,其关键环节质量控制对于保证伺服阀动、静态性能,提高工作稳定性和可靠性具有十分重要的意义。
1. 伺服阀工作原理
电液伺服阀是电液伺服控制系统中的重要控制元件,在系统中起着电液转换和功率放大作用,它能将小功率的电信号转变为阀的运动,从而实现对液压伺服系统执行器的流量以及压力控制[1]。
以在工程领域广泛应用的两级电液伺服阀为例,伺服阀一般由力矩马达、前置级液压放大器和功率级滑阀组成。图1和图2分别为喷嘴挡板型、偏导射流型电液伺服阀原理图。力矩马达由永久磁铁、导磁体、线圈及弹簧管、衔铁、反馈杆、挡板等组成,反馈杆小球插在阀芯中间的槽内;前置级液压放大器由节流孔、喷嘴(或射流盘)、回油阻尼器等组成。
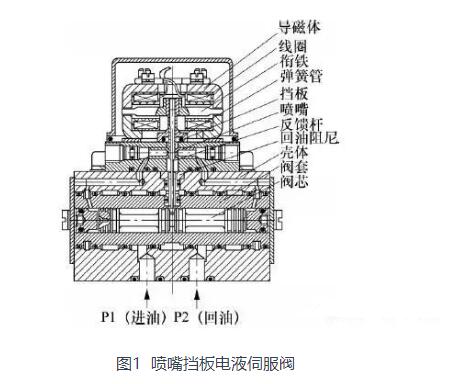

当线圈输入控制电流信号时,产生电磁力矩,使衔铁带动与其刚性联接的挡板产生偏转。两喷嘴腔压差改变时,阀芯即在压差驱动下作用,带动小球运动使弹性反馈杆变形,从而向衔铁组件施加一个反馈力矩,直到这个反馈力矩与力矩马达的电磁力矩平衡,衔铁停留在某个相应的偏转角上。此时反馈杆的变形使挡板被部分地拉回中位,最终阀芯的驱动力与液动力平衡,阀芯停留在相应的位移上,此时伺服阀输出一个对应的流量,实现了由控制电流对输出流量的控制[1]。
2. 伺服阀调试过程关键环节及其
控制方法
伺服阀作为高精度、高灵敏度的液压控制元件,要求具备较好的静态和动态特性以及稳定性,而伺服阀的结构复杂性,也决定了调试过程的精细化,为了保证伺服阀性能满足要求,需要在调试过程中对影响整阀动、静态性能的关键环节进行识别并加以控制,伺服阀调试过程中的关键环节主要有如下几点。
2.1 油路冲洗
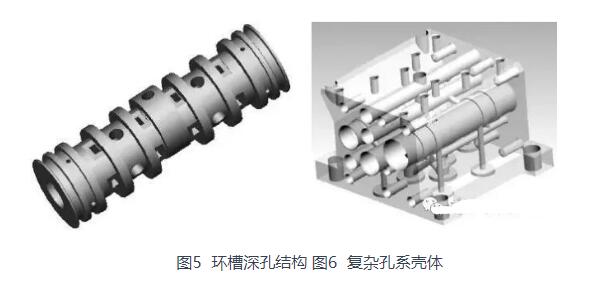
目前航天使用的电液伺服阀,为适应航天型号重量轻、安装空间小、工作环境恶劣的需求采取集成、紧凑的结构设计,其中节流孔、射流盘等核心组件尺寸小,具有精密微小孔和微小型腔结构特征,如图3、图4所示,尺寸一般在0.10~0.80mm之间;阀套类零件则为精密深孔且具有通油环槽、密封槽结构,如图5所示;壳体类零件则多为形状复杂的异形槽、盲孔、斜孔、阶梯孔等,如图6所示。


电液伺服阀以液压油作为工作介质,在工作过程中对于多余物的存在十分敏感,多余物来源可分为外部引入、内部产生[2],存在于液压系统内部的死角,如盲孔、小孔、配合表面缝隙以及各密封结构处,直接影响产品的性能,严重时可导致伺服阀工作失效,多余物可能存在于零件制造、装配及调试各个环节,零件加工过程和装配前均要求进行清洗,为了预防多余物残留,在调试前需进一步进行高压液流冲洗。
冲洗油路时,为了有效去除内部残留物需分别对带有喷嘴、射流盘等微小结构的底座和壳体进行冲洗,并且采用正冲和反冲相结合的方式,所谓正冲即高压油流经油滤组件进入喷嘴或射流盘两腔,再经伺服阀回油腔返回试验台回油;而反冲正好相反,试验台油液通过工装进入伺服阀的回油油路,反向进入伺服阀喷嘴最后从测压孔两腔流出返回试验台回油。采用正冲和反冲方式冲洗油路有利于去除存在于喷嘴挡板间隙、射流盘射流口以及阀套均压槽中的多余物。
2.2 前置级性能稳定性筛选
无论是喷嘴挡板式还是射流管式伺服阀,其前置级都是基于喷射射流的基本原理,形成射流流场。由于从喷嘴和射流管喷出的油液速度非常快,而流场的尺度又很小,因此该射流流场中常常伴随有较强的剪切流动,甚至在某些特定的工况下,伺服阀会产生高频的自激噪声,并伴随着强烈的压力脉动[3],前置级性能稳定性直接影响伺服阀的压力零漂、温度零漂以及抖动等,为了保证伺服阀调试合格率,因而需要对前置级性能稳定性进行初步筛选,通过压力对称性筛选检测射流盘的两个接收腔的压力对称性和压力稳定性,如图7所示,p1、p2为两个接收腔的压力。前置级筛选时,需要保证额定工作压力范围内喷嘴或射流盘两腔压力差值满足设计要求,并将压力抖动幅度控制在一定范围内,避免工作时压力脉动太大引起前置级不稳定。

2.3 调整零位
伺服阀的零位由液压零位、机械零位和电磁零位三个零位组成,零位一致性好坏直接影响伺服阀的静态特性和零区特性以及环境适应性,也是后续调试的基础与前提。三个零位的调整顺序依次为液压零位、机械零位、电磁零位。
液压零位是指在工作压力下伺服阀前置级左右两腔控制压力的对称情况,调整液压零位时应避免反馈杆小球与阀芯之间无作用力,需要将反馈杆小球脱离阀芯,调整喷嘴或导流板位置时应缓慢施加作用力避免出现应力集中。机械零位是指反馈杆在自由状态下阀芯的位置,调试过程中通过微调底座安装螺钉与螺钉孔之间的间隙达到调整机械零位的目的。电磁零位是指力矩马达无电流信号输入时,电磁回路使衔铁偏转为零,调整电磁零位时首先检查力矩马达四个气隙基本均匀一致,将磁钢充磁至饱和程度再退磁至工作点附近,调整或修研调整垫片观察气隙厚度应基本一致,并保证力矩马达4个安装螺钉的拧紧力矩尽量一致避免应力分布不均导致电磁零位发生变化。
为了消除和释放零位调整过程中的内部残余应力需要进行时效处理,目前普遍采用热时效和振动时效,热时效存在能耗大、成本高、材料机械性能下降等弊端,振动时效又称振动消除应力法,将产品在其固有频率下进行数分钟至数十分钟的振动处理,消除其残余应力,使尺寸精度获得稳定的一种方法[4]。热时效能消除50%~80%的内部残余应力,振动时效能够消除20%~80%,但振动时效所的消耗能源仅为热时效的5%[5]。这种工艺耗能少、时间短、效果显著,近年来在国内外得到迅速发展,广泛应用于机械制造、航空、化工器械、动力机械等行业中。
2.4 充退磁对衔铁进行限位保护
当给线圈加载电流信号时,力矩马达在固定磁通和控制磁通作用下衔铁组件发生偏转,前置级左右两腔形成压差推动阀芯运动,调试过程中一般通过充退磁仪改变力矩马达控制磁通,充磁至饱和瞬间衔铁会发生较大偏转甚至出现高频振荡现象,导致与衔铁过盈连接的弹簧管产生较大的弹性变形,降低弹簧管使用寿命,因此,调试充磁时为了保护衔铁在气隙中需塞入隔离保护工装进行限位。
2.5 前置级压力增益对稳定性的影响
前置级压力增益反映了喷嘴两腔或射流盘两接收腔的输出压差驱动阀芯运动的能力,若是喷嘴挡板间隙过小,或者偏导板在射流盘中的位置靠近回油侧,则喷嘴两腔、射流盘两接收腔压力增大,前置级压力增益升高,容易引起伺服阀压差振荡、零漂随压力和温度变化大;反之喷嘴挡板间隙过大,或者偏导板在射流盘中的位置靠近供油侧,压力增益过低则导致伺服阀动态低、分辨率差,响应能力下降。
为了保证伺服阀具有良好的静态和动态特性,在调试过程中通过拨动衔铁使其在一定位移范围内发生偏转,观察前置级两腔压力随衔铁偏转的变化情况,调整导流板在射流盘中前后位置、喷嘴中位压力高低的方法寻找最佳工作点。
2.6 壳体剩磁对分辨率和滞环的影响
伺服阀壳体目前普遍采用铝合金和不锈钢材料,电磁零位调整时需在壳体上通过对力矩马达部分进行充退磁至工作状态,不锈钢材料作为一种铁磁材料具有较高的磁导率,在外加磁场作用下极易磁化,并且不可逆转,壳体磁化后影响阀芯在阀套中的运动灵活性,最终导致伺服阀分辨率、滞环等性能指标变差。
为了消除壳体剩磁对伺服阀性能的影响,调试过程中可采用两种方法调整前置级,其一是将前置级和壳体进行隔离,在工装上单独对前置级进行充退磁,其二,前置级和壳体整体充磁后单独对壳体进行退磁,通过给壳体加载反向磁场,同时逐渐减小磁化电流,达到完全退磁。
3. 结论
本文基于伺服阀工作原理并结合多年实践经验,通过辨识伺服阀调试过程中影响产品性能稳定性的若干关键环节,提出了行之有效的控制方法,上述控制方法已经过多年实践应用,对于提高伺服阀性能稳定性和可靠性效果显著。