")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
炸药填充包装机用于乳化炸药类产品的生产线填充和包装。作为机电一体化产品,填充包装机对控制系统可靠性要求很高,同时要求维修和使用方便。通过同类自动化比较,最后选用台达工业自动化产品平台作为该包装机的全系列核心控制系统。
该控制系统方案基于DELTA(台达)AE系列人机界面、 EH系列PLC、ASD-AB伺服系统等产品的系统集成,借助其产品的数据通讯功能能够很灵活地构造控制方案。ASD-AB伺服系统相对于传统的PLC脉冲运动控制方案具有可靠性更高,控制更精准的优点。本文重点讨论如何利用台达伺服的通讯功能和pr单轴定位功能来实现伺服的运动控制和产品数据交换。
机械结构和工艺要求
原理结构
炸药包装机是炸药生产线上的关键性设备http://www.zaoche168.com,主要由工位旋转定位机构和伺服电机驱动装置组成。伺服电机带动1:40的行星减速机,驱动旋转定位机构每次旋转90°。到位后,配合外部气缸等一系列动作,完成一个循环的炸药的填充和封装。机械结构如图1所示。

图1 包装机机械结构
工艺要求
• 伺服高定位精度,要求每次定位不超过4个脉冲;
• 封装高速度,能够配合前端灌装生产线的送料速度,实现旋转定位机构旋转速度1~50r/min可以任意调节。即电机速度在0~2000r/min可调;
• 具有原点回归功能;
• 能够在人机界面上直观的显示伺服的工作状态和故障信息。
包装机电控系统设计
控制系统的硬件配置和架构
通过对整个机械工艺特点和功能要求的分析www.SOOQ.cn,确定程序控制单元采用台达小型运动控制性能突出的EH系列 PLC实现,人机界面选用台达AE系列HMI10.4寸触摸屏作为监控单元,运动控制单元选择ASDA-AB系列伺服驱动单元金属加工网版权所有,其电气系统控制硬件架构如图2所示,满足单自动化平台的机电一体化系统集成要求。

图2 电气控制系统硬件架构
台达PR单轴定位模式控制模式应用
PR控制单轴定位控制方式是台达AB系列伺服系统特有功能,电机旋转的定位角度和伺服速度分别由内部位置寄存器和速度寄存器确定,如附表。具体应用如下:
• 位置寄存器P1-15和P1-16内数值赋值马达的位移距离;
• 速度寄存器P2-36内数值赋值马达位移此段距离,马达需要速度设定;
附表 位置寄存器和速度寄存器设定

• PR模式DI GTRG 命令触发信号上升沿给定,伺服马达按照寄存器规划运动,如图3所示。

图3 台达PR单轴定位控制
马达定位完成后,输出TPOS信号。马达的加减速曲线由参数P1-34,P1-35,P1-36规划。
填充机伺服运动的实现
伺服电机经过1:40减速机带动旋转定位机构每次旋转90°,则马达每次需要旋转10圈整。设定伺服参数P1-15内部位置指令圈数设定参数=10。设定P1-16内部速度位置指令脉冲数参数=0。
速度寄存器P2-36等于人机设定速度值×40,由HMI设定旋转定位速度1~50,因为涉及1:40的减速关系,故可以通过HMI宏指令数学运算完成后通讯到给定伺服寄存器P2-36。
马达运转命令触发DI信号GTPG信号由PLC输出点给定,启动伺服马达运转。
马达运转10圈后,到达完成90°定位后会停止下来。驱动器会输出DO信号TPOS位置到达信号给PLC输入点,用来控制其他外部电气回路动作。
伺服回原点动作的实现
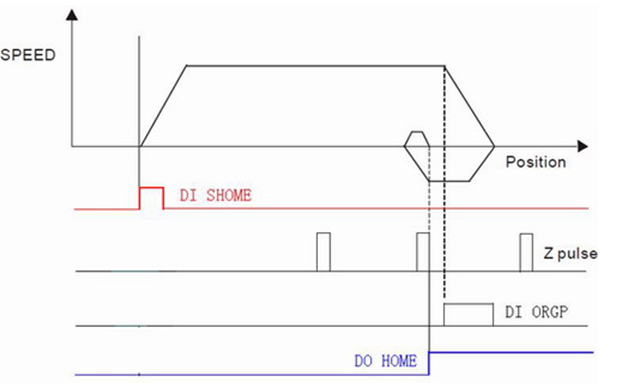
图4台达伺服系统原点回归功能
区别于一般的PLC脉冲控制方式检测外部传感器开关而言,台达AB系列伺服系统特有原点回归功能,伺服马达回零动作规划均由伺服驱动器参数P1-47设定规划,PLC不需发送脉冲即可完成,并可以定位于编码器的Z相脉冲,定位精度高,如图4所示,实现过程如下:
伺服规划如下:
• 原点回归方式参数设定P1-47=202;
• 原点回归第一段速度设定P1-48=1000r/min,原点回归寻找原点减速开关ORGP的速度;
• 原点回归第二段速度设定P1-49=20r/min寻找到ORGP后,折返寻找伺服马达Z相零位脉冲的速度;
• 原点回归触发SHOME,由信号由PLC输出点给定,触发伺服马达回原点功能启动;
• 马达按照原点回归第一段速度设定P1-48=1000r/min,寻找原点减速开关ORGP;
• 马达寻找到ORGP后减速到零,旋转方向反向折返,速度按照原点回归第二段速度设定P1-49=20r/min寻找伺服马达Z相零位。
• 定位于Z向脉冲后,驱动器会输出DO信号HOME回原点完成信号给PLC输入点,用来控制其他电气动作。
伺服和HMI人机界面间的数据交换
台达AE系列HMI支持双端口联机通讯功能,可同时连接2种不同协议的控制器。本案使用HMI的COM2与PLC进行RS485通讯SooQ.cn,用以设定PLC 程序中的按钮等元件,并可将PLC的运行状态反馈在HMI上,此外还使用了HMI的COM1与SERVO进行RS232通讯造车网版权所有,用以与伺服内部寄存器交换数据。台达的HMI软体还自建了和台达伺服的通讯功能,只需简单的HMI界面规划,就可对台达伺服寄存器内的数值进行读取和写入,彰显单一自动化平台方便直接的系统集成优势,如图5所示

图5 台达单平台自动化系统状态数据
结语
相对于传统伺服位置控制,包装机工艺数据由人机界面设定,伺服独立完成,无需使用专用PLC定位模块即可实现高精度的运动定位控制,成本低。配线简单,数据通讯控制不会存在命令脉冲受到干扰和脉冲丢失问题控制可靠。马达速度寄存器设定,0~2000r/min任意可调,无需修改PLC指令脉冲频率,突破了PLC定位模块200K脉冲发送能力的瓶颈。伺服驱动器自带的原点回归功能,设置简单,可以定位于编码器Z相零位,定位精度更高。便捷的通讯方式,可以通过HMI对伺服所有参数和伺服工作状态实时监控,界面直观,维护便捷。